|
3-154
ДВИГАТЕЛЬ И ПЕРЕБОРКА ДВИГАТЕЛЯ
|
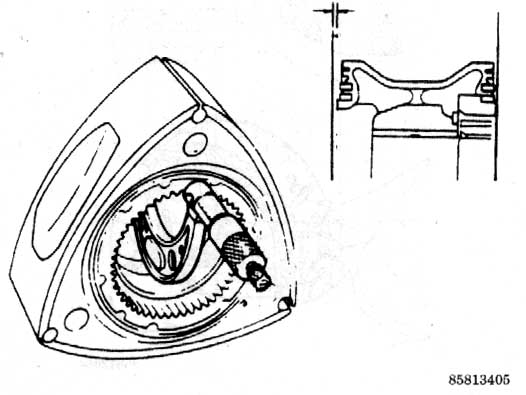
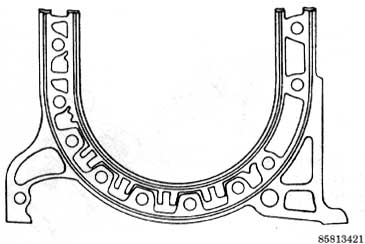
| Роторы |
| См. Рис. 357 |
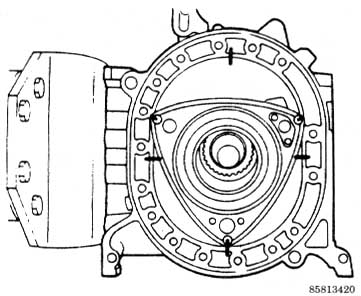
| 1. Проверить ротор на наличие признаков прорыва
газов на сторонах и в областях угловых уплотнений. |
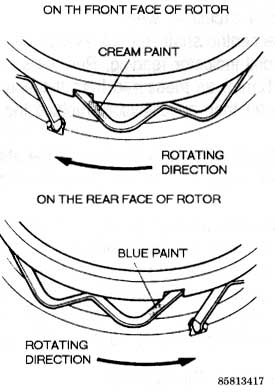
| 2. Цвет углеродистых отложений на роторе должен
быть коричневым, также, как в поршневом двигателе. Обычно углеродистые
отложения на ведущей стороне ротора коричневые, в то время как на ведомой
стороне имеют тенденцию к черному (исходя из направления вращения). |
| 3. Удалить нагар на роторе скребком или очень мелкой
наждачной бумагой. Осторожно используйте скребок при чистке углублений
под уплотнения, чтобы избежать любых повреждений. |
| 4. Вымыть ротор в растворителе, и продуть сжатым
воздухом. |
| 5. Исследовать внутреннюю зубчатую передачу на
трещины или поврежденные зубы. Если зубчатая передача повреждена,
то ротор, и шестерня должен быть заменены вместе (как отдельная пара). |
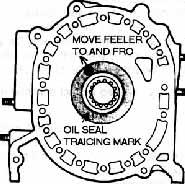
| 6. С удаленным масляным уплотнением, проверьте
выступы основания, перемещая шаблон(линейку) по сторонам. Измерьте промежуток
между поверхностью ротора и шаблоном. |
|
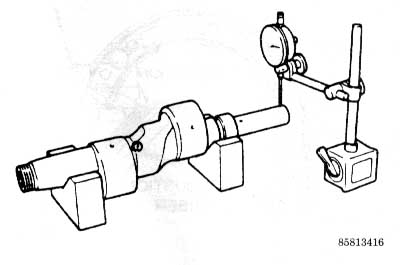
7. Проверить люфт между статорами
и ротором на обеих его сторонах:
|
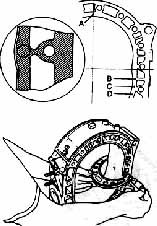
| a. Измерить ширину ротора штангельциркулем с нониусом
в точках, обозначенных в соответствующей иллюстрации. |
| b. Сравнить ширину ротора с шириной предварительно
измеренного статора. |
| c. Заменить ротор, если различие между этими двумя
размерами - не укладываются в пределы 0.0047-0.0074 д. (0.12-0.19mm)
для 1979-85 карбюраторного двигателя или 0.0047-0.0083 д. (0.12-0.21
mm) для 1984-90 инжекторного двигателя. |
| 8. Если люфт превышает указанные размеры,
замените ротор. Если люфт - меньше чем в спецификации, это означает,
что зубчатая передача внутреннего зацепления должна быть удалена. Выпрессовать
шестерню из отверстия ротора, постукивая его слегка пластмассовым молотком,
осторожно, чтобы не повредить ротор. С удаленной шестерней повторно
проверьте люфт бокового кожуха с ротором снова. |
| 9. Угловая изоляция может быть проверена специальным
приспособлением -шаблоном (номер 49 0839 15 или эквивалентом), предлагаемым
Mazda. Если никакой конец шаблона не вписывается то возможно повторное
использование первоначальной изоляции угла. Если "go" сторона
шаблона вписывается в отверстие, но большая "no go " сторона
не вписывается, используют новые изоляции. Если обе стороны шаблона
вписываются, то ротор должен быть заменен. |
| 10. Проверить подшипник ротора на износа, царапины,
выработку или повреждения. Замените подшипник, если эти повреждения
найдены. Проверьте масляный зазор в подшипнике скольжения, измеряя соответствующий
диаметр цапфы подшипника на эксцентриковом вале микрометром. Затем измерьте
внутренний диаметр подшипника ротора. |
| Стандартный диаметр цапфы подшипника ротора - 2.913
д. (74mm). |
| 11. Проверить масляный зазор, вычитая диаметр подшипника
ротора из диаметра внутренней части ротора. Стандартный люфт - 0.0016-0.0031
д. (0.04-0.08mm). Если люфт больше, чем 0.0039 д. (0.10mm), замените
подшипник ротора как описано позже в этой части. |
|
| Замена Подшипника Ротора |
| 1. Проверить люфт между подшипником ротора и внутренней
частью ротора на эксцентриковом вале. Предел износа - 0.0039 в. (0.1mm);
замените подшипник, если износ превышает спецификацию. |
| 2. Разместить ротор в так, чтобы зубчатая
передача смотрела вниз. При использовании экстрактора 49-0813-240 (или
эквивалента) без его кольца адаптера, выпрессуйте ее из ротора. Будьте
осторожны, чтобы не повреждать зубчатую передачу. |
| 3. Разместить ротор зубчатой передачей вверх. Разместите
новый подшипник в роторе так, чтобы выступ подшипника соответствал пазу
отверстия ротора. |
|
|
|
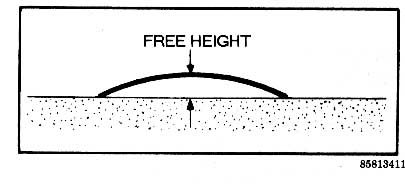
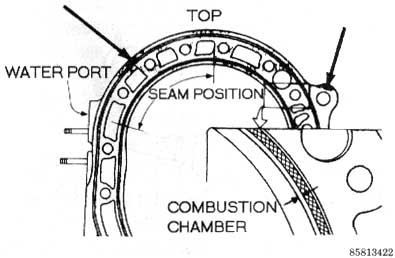
Осмотр Масляного уплотнения
|
|
См. Рис 358 и 359
|
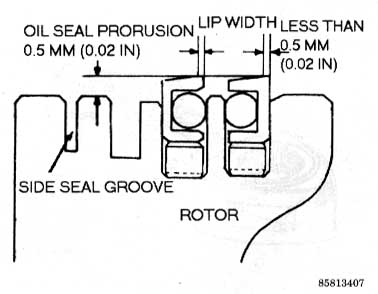
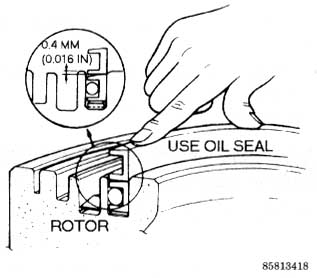
| 1. Исследовать масляное уплотнение, пока оно установлено
в роторе. |
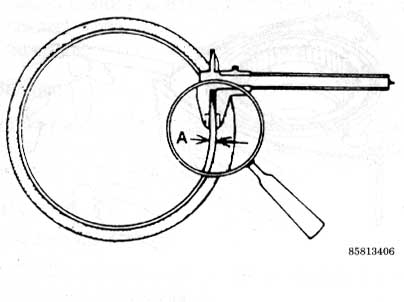
| 2. Если ширина выступающей части масляного уплотнения
большая чем 0.020 д. (0.5mm), замените масляное уплотнение., |
| 3. Если выступ масляного уплотнения больше, чем
0.020 д. (0.5mm), замените изоляцию. |
|
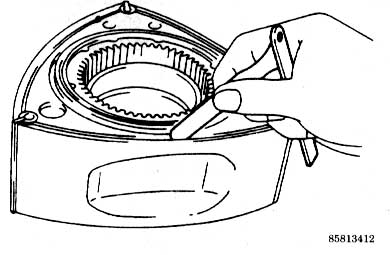
| Замена Масляного уплотнения |
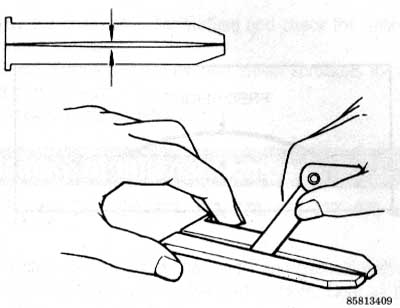
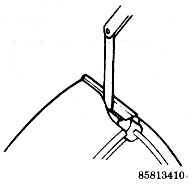
| 1. Вытащить изоляцию из посадочного места, вставляя
маленький съемник в пазы на роторе. Будьте осторожны, чтобы не исказить
выступ масляного уплотнения, если оно должно быть повторно установлено. |
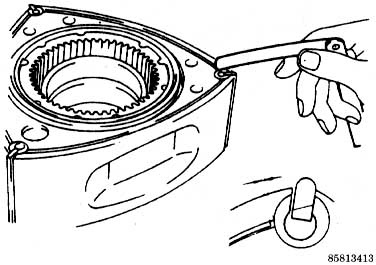
| 2. Установить пружины масляного уплотнения в их
соответствующие углубления, так, чтобы их концы стояли вверх и их промежутки
- напротив друг друга на роторе. |
| 3. Вставить новую кольцевую прокладку в каждое
из масляных уплотнений. Перед монтажом 0-rings в масляные уплотнения,
приспособьте каждую из изоляций в надлежащее углубление на роторе. Проверьте,
что все они ходят гладко и свободно. |
| 4. Смазать углубление масляного уплотнения и масляное
уплотнение чистым моторным маслом. |
| 5. Мягко нажмите масляное уплотнение в углубление
пальцами. Будьте осторожны, чтобы не исказить изоляцию. Убедитесь, что
белая метка находится на стороне основания каждой изоляции, когда оно
установлено. |
| 6. Повторить процедуру установки масляных уплотнений
с обеих сторон каждого ротора. |

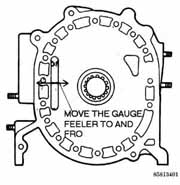
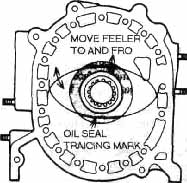
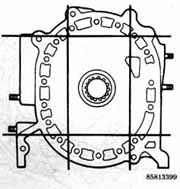 Рис.
Рис.